
Inside
Vishesh Innovative Technologies Factory
45,000 sq ft. Two dedicated plants. Three Siemens SMT lines. IATF 16949 certified. This is where your electronics are built.
Built for Production. Certified for Quality.
Vishesh's facility at Gottigere, Bangalore was designed and built by our own team — from equipment selection to quality system implementation. Plant 1 handles all PCBA, SMT assembly, and testing. Plant 2 handles box build and mechanical assembly. Both plants operate under a single IATF 16949 quality system. What you see in this tour is what runs on the day your production board is being built.
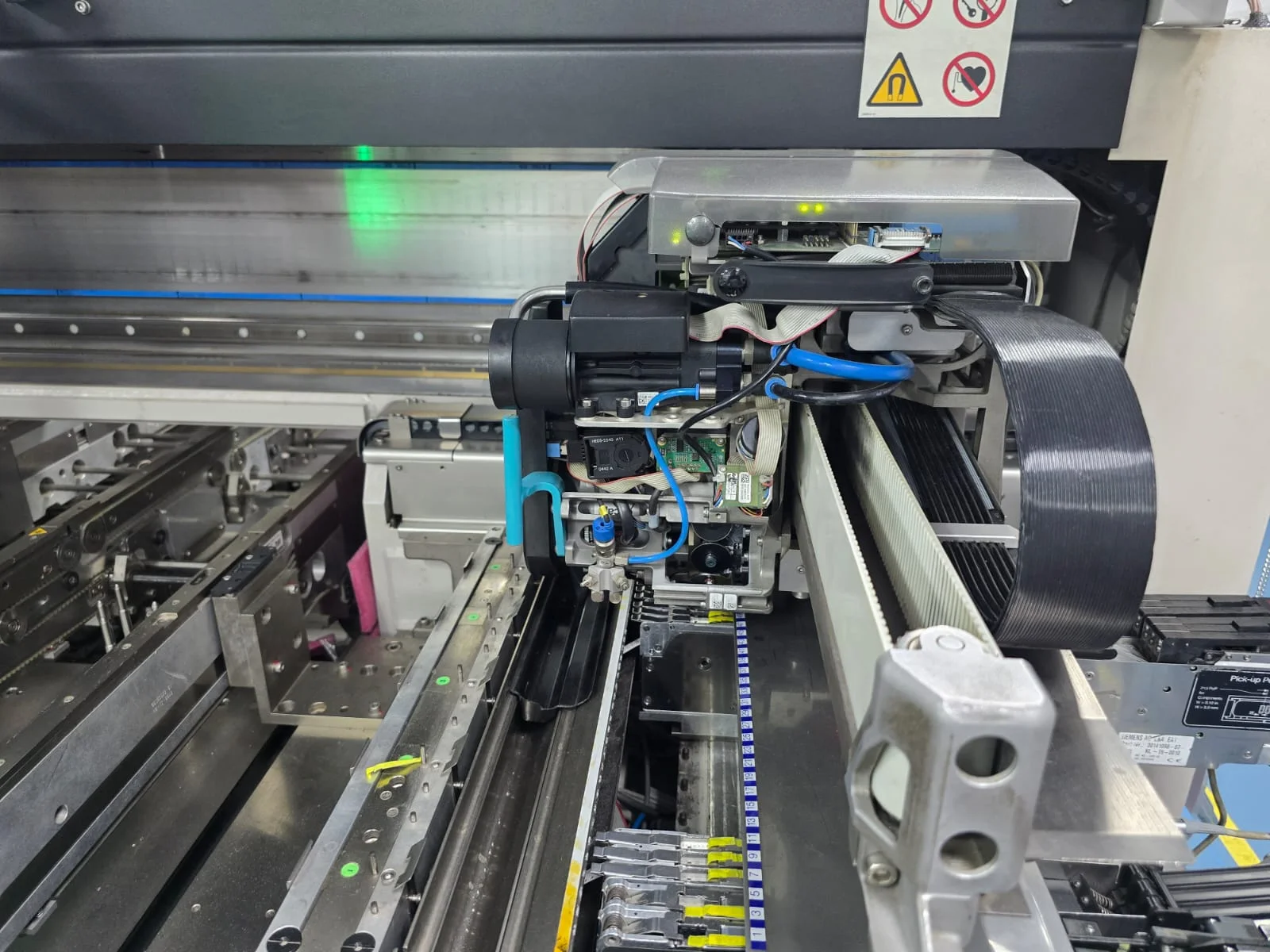
Three Siemens Lines. 206,700 CPH.
Our SMT floor runs three Siemens pick-and-place lines with a combined placement capacity of 206,700 components per hour. Each line feeds through a reflow oven — Vectronics 9-zone on Line 1, OmniFlo 7 on Line 2, Omniexcel 7 on Line 3. We handle components from 0201 through BGA, LGA, and CSP at fine pitch down to 0.3mm.
- Lines3 Siemens SMT lines
- Capacity206,700 CPH combined
- Component range0201 to BGA / LGA / CSP
- Fine pitchDown to 0.3mm
- PCB complexityUp to 16-layer





100% AOI. X-Ray for BGA. Nothing Ships Uninspected.
Every SMT line runs 100% automated optical inspection after reflow. Our Kohyoung AOI machine catches solder defects, missing components, and placement errors before a board moves further down the line. For BGA, LGA, and hidden-joint components, we use the Unicomp AX-7900 X-ray system — the standard tool for BGA joint verification in automotive and high-reliability electronics.

6,000 Boards Per Day. Wave Soldering at Scale.
Through-hole components are hand-stuffed and processed through our wave soldering line at a throughput of 6,000 boards per day. The wave solder line handles mixed-technology boards — PCB assembly boards that also carry through-hole connectors, capacitors, and other leaded components. This is a critical process for industrial, power, and automotive boards where THT components carry higher current or mechanical load.


Precision Rework — In-House.
BGA rework requires controlled heat profiles and precision optical alignment — equipment and skills that most EMS companies outsource. We run BGA rework in-house on our ZM-R7220A rework station. This matters for engineering runs and low-volume prototype production where design iterations require component-level rework rather than full board scrap.
From Board to Complete Assembly.



Plant 2 handles all box build and mechanical assembly — cable harness, electromechanical integration, panel wiring, and system assembly. Finished boards from Plant 1 are transferred to Plant 2 for integration into the final product configuration. Every finished assembly goes through functional testing before dispatch. Testing protocols are developed with the customer and documented as part of the production record.
What You See is What We Are Audited On.
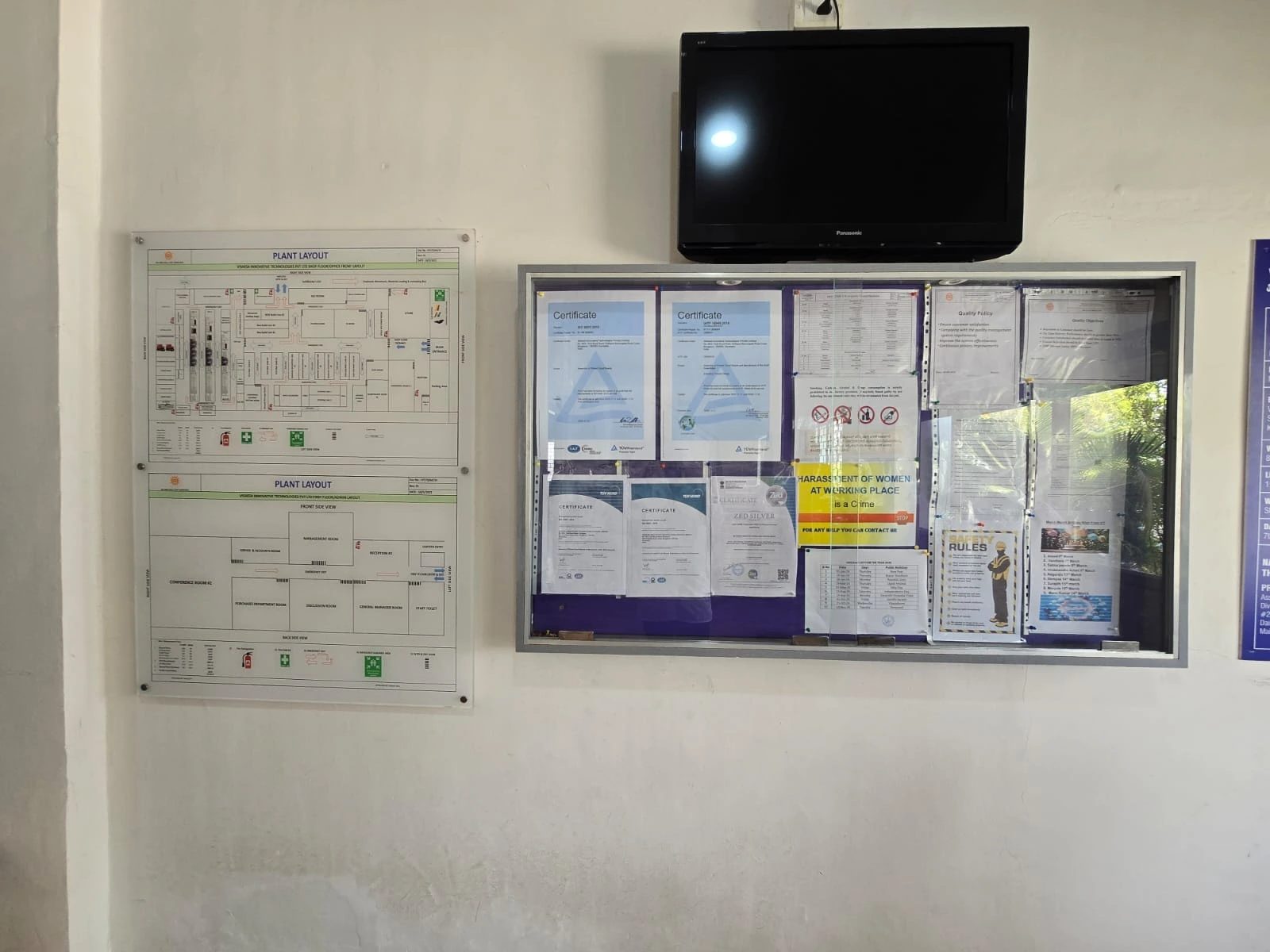



The certificates on our wall are not decorations. IATF 16949:2016 and ISO 9001:2015 are audited annually by TÜV Rheinland. ISO 14001:2015 and ISO 45001:2018 are audited by TÜV NORD. The floor markings, ESD stations, and operator discipline you see in these photos are what those audits verify. When you visit — and you are welcome to — this is what you will find.

Every Board Ships with a Manufacturing Record.
ERP-tracked from incoming inspection through to dispatch. Every production batch ships with a documented manufacturing record — batch level, component level, operator level, revision level. This is the traceability standard required by automotive and defence supply chains, and it is our standard process for every customer, every run.
Come and See It Yourself
A facility visit is the fastest way to qualify Vishesh as a manufacturing partner. Our team will walk you through the production floor, show you the quality systems in action, and answer your specific program questions on-site. Most visits take 2–3 hours. Bangalore-based buyers can typically visit within a week of scheduling.
- No-obligation facility tour
- NDA available before visit
- Meet the production and quality team in person
- Gottigere, Bangalore — NICE Road junction